PET
Polyeteenitereftalaatti (joskus kirjoitettu poly (eteenitereftalaatti)), yleisesti lyhennettynä PET, PETE, tai vanhentuneet PETP tai PET-P, ovat yleisimmät kestomuovi polymeeri hartsi polyesteri perheessä ja sitä käytetään kuituissa vaatteisiin, säiliöt nesteille ja elintarvikkeille, lämpömuovaus valmistukseen ja yhdessä lasikuidun kanssa teknisille hartseille.
Siihen voidaan viitata myös tuotenimellä Dacron; Britanniassa, Teryleeni; tai Venäjällä ja entisessä Neuvostoliitossa Lavsan.
Suurin osa maailman PET-tuotannosta on synteettisiä kuituja (yli 60%), ja pullotuotannon osuus on noin 30% maailmanlaajuisesta kysynnästä. Tekstiilisovellusten yhteydessä PET: tä kutsutaan sen yleisnimellä, polyesteri, kun taas lyhenne PET käytetään yleensä pakkaamiseen. Polyesteri muodostaa noin 18% maailman polymeerituotannosta ja on neljänneksi eniten tuotettu polymeeri; polyeteeni(JALKA), polypropeeni (PP) ja Polyvinyylikloridi (PVC) ovat vastaavasti ensimmäinen, toinen ja kolmas.
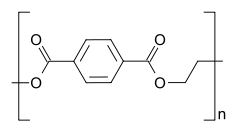
PET koostuu polymeroitu yksikköä eteenitereftalaattimonomeeria, toistuvilla (C10H8O4) yksikköä. PET kierrätetään yleensä, ja sillä on numero 1 sen kierrätysmerkkinä.
Prosessoinnistaan ja lämpöhistoriastaan riippuen polyeteenitereftalaatti voi esiintyä sekä amorfisena (läpinäkyvänä) että puolikiteinen polymeeri. Puolikiteinen materiaali saattaa näyttää läpinäkyvältä (hiukkaskoko <500 nm) tai läpinäkymättömältä ja valkoiselta (hiukkaskoko korkeintaan muutamaan mikrometriin) riippuen sen kiderakenteesta ja hiukkaskoolta. Sen monomeeri bis (2-hydroksietyyli) tereftalaatti voidaan syntetisoida esteröimällä reaktio välillä tereftaalihappo ja etyleeniglykoli vedellä sivutuotteena tai transesteröinti reaktio välillä etyleeniglykoli ja dimetyylitereftalaatti with metanoli sivutuotteena. Polymerointi tapahtuu läpi polykondensaatiossa monomeerien reaktio (suoritetaan heti esteröinnin / transesteröinnin jälkeen) veden kanssa sivutuotteena.
| nimet | |
|---|---|
| IUPAC-nimi
Poly (etyylibentseeni-1,4-dikarboksylaatti)
|
|
| tunnisteet | |
| 25038-59-9 |
|
| Lyhenteet | PET, PETE |
| Kiinteistöt | |
| (C10H8O4)n | |
| Moolimassa | muuttuja |
| Tiheys | 1.38 g / cm3 (20 ° C), amorfinen: 1.370 g / cm3, yksikristalli: 1.455 g / cm3 |
| Sulamispiste | > 250 ° C, 260 ° C |
| Kiehumispiste | > 350 ° C (hajoaa) |
| käytännössä liukenematon | |
| Lämmönjohtokyky | 0.15 - 0.24 W m-1 K-1 |
|
Taitekerroin(nD)
|
1.57–1.58, 1.5750 |
| lämpökemia | |
| 1.0 kJ / (kg · K) | |
| Liittyvät yhdisteet | |
|
liittyvä monomeerit
|
Tereftaalihappo Etyleeniglykoli |
|
Jollei toisin mainita, tiedot annetaan niiden materiaaleista vakio tila (lämpötilassa 25 ° C [77 ° F], 100 kPa).
|
|
käytät
Koska PET on erinomainen veden- ja kosteussuojamateriaali, PET: stä valmistettuja muovipulloja käytetään laajalti virvoitusjuomien valmistukseen (katso hiilihapotukset). Tietyille erikoispulloille, kuten oluen säilytyspullot, PET kerrostaa ylimääräisen polyvinyylialkoholi (PVOH) -kerroksen sen happea läpäisevyyden vähentämiseksi edelleen.
Biaksiaalisesti suuntautunut PET kalvo (tunnetaan usein yhdellä sen kauppanimestä "Mylar") voidaan aluminoida haihduttamalla siihen ohut metallikalvo sen läpäisevyyden vähentämiseksi ja heijastavaksi ja läpinäkymättömäksiMPET). Nämä ominaisuudet ovat hyödyllisiä monissa sovelluksissa, mukaan lukien joustava ruoka pakkaus ja lämpöeristys. Katso: “avaruuspeitot“. Suuren mekaanisen lujuutensa vuoksi PET-kalvoa käytetään usein teippisovelluksissa, kuten magneettinauhan kannatin tai paineherkkien tarranauhojen pohja.
Suuntautumattomat PET-levyt voivat olla lämpömuovatut valmistaa pakkausalustoja ja läpipainopakkauksia. Jos käytetään kiteytettävää PET: tä, tarjottimia voidaan käyttää jäädytettyihin päivällisiin, koska ne kestävät sekä jäätymis- että uunilämpötilat. Toisin kuin amorfinen PET, joka on läpinäkyvä, kiteytyvä PET tai CPET on yleensä väriltään musta.
Täyttämällä lasihiukkasilla tai kuiduilla se tulee huomattavasti jäykemmäksi ja kestävämmäksi.
PET: tä käytetään myös substraattina ohutkalvoisissa aurinkokennoissa.
Teryleeni on myös silmukoitu kellokoteloiksi köysien kulumisen estämiseksi, koska ne kulkevat katon läpi.
Historia
PET: n patentoivat vuonna 1941 John Rex Whinfield, James Tennant Dickson ja heidän työnantajansa Calico Printers 'Association of Manchester, England. EI DuPont de Nemours Delawaressa Yhdysvalloissa käytti ensimmäisen kerran tavaramerkkiä Mylar kesäkuussa 1951 ja sai rekisteröinnin vuonna 1952. Se on edelleen tunnetuin nimi, jota käytetään polyesterikalvoissa. Tavaramerkin nykyinen omistaja on DuPont Teijin Films US, yhteistyökumppani japanilaisen yrityksen kanssa.
Neuvostoliitossa PET valmistettiin ensimmäisen kerran Neuvostoliiton tiedeakatemian korkeamolekyylisten yhdisteiden instituutin laboratorioissa vuonna 1949, ja sen nimi "Lavsan" on sen lyhenne (laборатории Института высокомолекулярных соединений Академии наук СССР).
Nathaniel Wyeth patentoi PET-pullon vuonna 1973.
Fyysiset ominaisuudet
PET on luonnollisessa tilassaan väritön, puolikiteinen hartsi. Jalostustavansa perusteella PET voi olla puolijäykkä tai jäykkä, ja se on erittäin kevyt. Se muodostaa hyvän kaasun ja kohtuullisen kosteussulun sekä hyvän esteen alkoholille (vaatii ylimääräisen "estokäsittelyn") ja liuottimia. Se on vahva ja iskunkestävä. PET muuttuu valkoiseksi altistettaessa kloroformille ja myös tietyille muille kemikaaleille, kuten tolueenille.
Noin 60%: n kiteytyminen on yläraja kaupallisille tuotteille polyesterikuituja lukuun ottamatta. Kirkkaita tuotteita voidaan tuottaa jäähdyttämällä nopeasti sulatettua polymeeriä alle T: ng lasittumislämpötila muodostaa amorfisen kiinteän aineen. Amorfinen PET muodostuu lasin tavoin, kun sen molekyyleille ei anneta riittävästi aikaa järjestää itsensä järjestetyllä, kiteisellä tavalla sulan jäähdyttyä. Huoneen lämpötilassa molekyylit jäädytetään paikalleen, mutta jos niihin syötetään riittävästi lämpöenergiaa lämmittämällä yli T: ng, ne alkavat liikkua uudelleen, antamalla kiteille ytimen muodostaa ja kasvaa. Tämä menetelmä tunnetaan kiinteän tilan kiteytyksenä.
Kun sulan polymeerin annetaan jäähtyä hitaasti, se muodostaa kiteisemmän materiaalin. Tällä materiaalilla on sferuliiteistä sisältää monia pieniä kristalliittien kun kiteytetään amorfisesta kiinteästä aineesta sen sijaan, että muodostuu yksi suuri yksittäinen kide. Valolla on taipumus sirotella, koska se ylittää kristalliittien ja niiden välisten amorfisten alueiden väliset rajat. Tämä sironta tarkoittaa, että kiteinen PET on läpinäkymätön ja valkoinen useimmissa tapauksissa. Kuituveto on yksi harvoista teollisista prosesseista, jotka tuottavat melkein yhden kidetuotteen.
Sisäinen viskositeetti

Yhdeksi PET: n tärkeimmistä ominaisuuksista viitataan sisäinen viskositeetti (IV).
Materiaalin luontainen viskositeetti, joka saadaan ekstrapoloimalla suhteellisen viskositeetin nollakonsentraatioon konsentraatioon, joka mitataan desilitraa grammaa kohti (dℓ / g). Sisäinen viskositeetti riippuu sen polymeeriketjujen pituudesta, mutta siinä ei ole yksiköitä, koska se ekstrapoloidaan nollakonsentraatioon. Mitä pidempi polymeeriketju, sitä enemmän takertuneita ketjujen välillä on, ja sitä korkeampi viskositeetti on. Tietyn hartsierän keskimääräinen ketjun pituus voidaan hallita aikana polykondensaatiossa.
PET: n luontainen viskositeettialue:
Kuitulaatu
- 0.40–0.70 tekstiili
- 0.72–0.98 Tekninen, rengasvaijeri
Elokuvalaatu
- 0.60-0.70 BOPET (biaksiaalisesti suuntautunut PET-kalvo)
- 0.70–1.00 Arkkilaatu lämpömuovaus
Pullolaatu
- 0.70–0.78 vesipullot (litteät)
- 0.78–0.85 hiilihapollinen virvoitusjuomalaatu
Monofilamentti, muovi muovia
- 1.00-2.00
kuivaus
PET on hygroskooppinen, mikä tarkoittaa, että se imee vettä ympäristöstään. Kuitenkin, kun tämä “kostea” PET kuumennetaan, vesi hydrolysoi PET, vähentäen sen joustavuutta. Siksi, ennen kuin hartsi voidaan käsitellä muovauskoneessa, se on kuivattava. Kuivaus saadaan aikaan käyttämällä a kuivausaine tai kuivaimet ennen kuin PET syötetään prosessointilaitteistoon.
Kuivausrummun sisällä kuiva kuivaa ilmaa pumpataan hartsia sisältävän säiliön pohjaan niin, että se virtaa ylös pellettien läpi ja poistaa kosteutta matkalla. Kuuma märkä ilma poistuu suppilon yläosasta ja johdetaan ensin jälkijäähdyttimen läpi, koska kylmästä ilmasta on helpompi poistaa kosteutta kuin kuumasta ilmasta. Tuloksena oleva viileä märkä ilma johdetaan sitten kuivauskerroksen läpi. Lopuksi kuivausainepetistä poistuva viileä kuiva ilma lämmitetään uudelleen prosessilämmittimessä ja lähetetään takaisin samojen prosessien läpi suljetussa silmukassa. Tyypillisesti hartsin jäännöskosteustason on oltava alle 50 miljoonasosaa (vesiosaa miljoona hartsiosaa painosta) ennen käsittelyä. Kuivurin viipymäajan ei tulisi olla lyhyempi kuin noin neljä tuntia. Tämä johtuu siitä, että materiaalin kuivaaminen alle 4 tunnissa vaatisi yli 160 ° C: n lämpötilan hydrolyysi alkaisi pellettien sisäpuolella ennen niiden kuivaamista.
PET voidaan kuivata myös paineilmahartsikuivaimissa. Paineilmakuivaimet eivät käytä kuivausilmaa uudelleen. Kuivaa, lämmitettyä paineilmaa kierrätetään PET-pellettien läpi kuten kuivausainekuivaimessa, minkä jälkeen se vapautetaan ilmakehään.
kopolymeerit
Lisäksi puhdasta (homo-) PET, PET muokannut kopolymerointi on myös saatavilla.
Joissakin tapauksissa kopolymeerin modifioidut ominaisuudet ovat toivottavia tietyssä sovelluksessa. Esimerkiksi, sykloheksaanidimetanoli (CHDM) voidaan lisätä polymeerirunkoon etyleeniglykoli. Koska tämä rakennuspalikka on paljon suurempi (6 ylimääräistä hiiliatomia) kuin korvattu eteeniglykoliyksikkö, se ei sovi naapuriketjuihin tavoin, jollainen eteeniglykoliyksikkö olisi. Tämä häiritsee kiteytymistä ja alentaa polymeerin sulamislämpötilaa. Yleensä tällainen PET tunnetaan nimellä PETG tai PET-G (polyetyleenitereftalaattiglykolilla modifioidut; Eastman Chemical, SK Chemicals ja Artenius Italia ovat joitain PETG: n valmistajia). PETG on kirkas amorfinen termoplastinen muovi, joka voidaan ruiskupuristaa tai pursottaa. Se voidaan värjätä käsittelyn aikana.
Toinen yleinen modifioija on isoftaalihappo, joka korvaa osan 1,4- (para) linkitetty tereftalaatti yksikköä. 1,2- (orto-) tai 1,3- (meta-) kytkentä tuottaa ketjussa kulman, joka myös häiritsee kiteisyyttä.
Tällaiset kopolymeerit ovat edullisia tietyissä muovaussovelluksissa, kuten lämpömuovaus, jota käytetään esimerkiksi laatikoiden tai kuplapakkausten valmistukseen yhteis-PET-kalvosta tai amorfisesta PET-arkista (A-PET) tai PETG-arkista. Toisaalta kiteytyminen on tärkeä muissa sovelluksissa, joissa turvavyöt ovat tärkeitä mekaanisella ja mittapysyvyydellä. PET-pulloissa pienten määrien isoftaalihapon, CHDM, käyttö dietyleeniglykoli (DEG) tai muut komonomeerit voivat olla hyödyllisiä: jos käytetään vain pieniä määriä komonomeerejä, kiteytyminen hidastuu, mutta sitä ei voida estää kokonaan. Seurauksena on, että pullot ovat saatavissa kautta joustava puhallusmuovaus (”SBM”), jotka ovat sekä kirkkaita että kiteisiä riittävän esteen aromeille ja jopa kaasuille, kuten hiilidioksidille hiilihapotetuissa juomissa.
tuotanto

Polyeteenitereftalaattia valmistetaan etyleeniglykoli ja dimetyylitereftalaatti (C6H4(CO2CH3)2) Tai tereftaalihappo.
Entinen on transesteröinti reaktio, kun taas jälkimmäinen on esteröimällä reaktio.
Dimetyyliereftalaattiprosessi
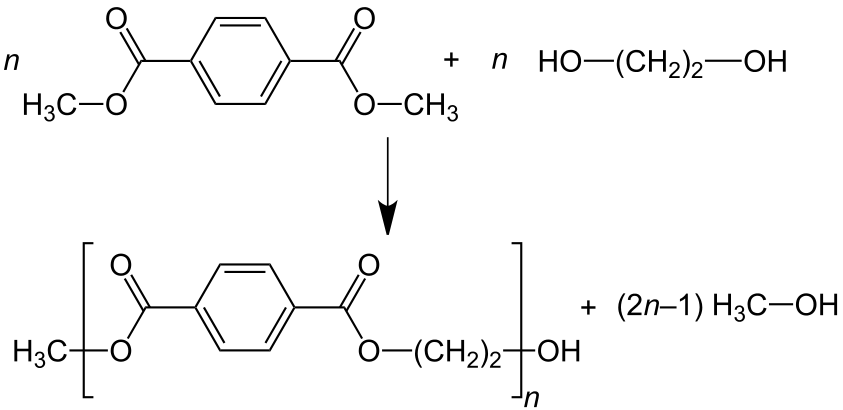
In dimetyylitereftalaatti Tämä yhdiste ja ylimääräinen eteeniglykoli saatetaan reagoimaan sulassa 150–200 ° C: ssa a emäksinen katalyytti. metanoli (CH3OH) poistetaan tislaamalla reaktion eteenpäin viemiseksi. Ylimääräinen eteeniglykoli tislataan pois korkeammassa lämpötilassa tyhjiön avulla. Toinen transesteröintivaihe etenee 270–280 ° C: ssa, myös tislaamalla jatkuvasti eteeniglykolia.
Reaktiot idealisoidaan seuraavasti:
- Ensimmäinen vaihe
- C6H4(CO2CH3)2 + 2 TUNTIA2CH2OH → C6H4(CO2CH2CH2VAI NIIN)2 + 2 CH3OH
- Toinen vaihe
- n C6H4(CO2CH2CH2VAI NIIN)2 → [(CO) C6H4(CO2CH2CH2O)]n + n HOCH2CH2OH
Tereftaalihappoprosessi
In tereftaalihappo Etyleeniglykolin ja tereftaalihapon esteröinti suoritetaan suoraan kohtalaisessa paineessa (2.7–5.5 bar) ja korkeassa lämpötilassa (220–260 ° C). Vesi poistuu reaktiosta, ja se poistetaan myös jatkuvasti tislaamalla:
- n C6H4(CO2H)2 + n HOCH2CH2OH → [(CO) C6H4(CO2CH2CH2O)]n + 2n H2O
hajoaminen
PET altistetaan erityyppisille hajoamisille prosessoinnin aikana. Tärkeimmät hajoamiset, joita voi tapahtua, ovat hydrolyyttinen ja todennäköisesti tärkein lämpöhapetus. Kun PET hajoaa, tapahtuu useita asioita: värinmuutos, ketju jakautumisia tuloksena alennettu molekyylipaino, muodostuminen asetaldehydiäja ristisidoksia ("Geeli" tai "kalansilmä" muodostuminen). Värinmuutos johtuu erilaisten kromoforisten järjestelmien muodostumisesta pitkittyneen lämpökäsittelyn jälkeen korotetuissa lämpötiloissa. Tästä tulee ongelma, kun polymeerin optiset vaatimukset ovat hyvin korkeat, kuten pakkaussovelluksissa. Terminen ja termooksidatiivinen hajoaminen johtaa huonoon materiaalin prosessoitavuuteen ja suorituskykyyn.
Yksi tapa lievittää tätä on käyttää a kopolymeeri. Komonomeerit, kuten CHDM tai isoftaalihappo alenna sulamislämpötilaa ja alenna PET: n kiteisyyttä (erityisen tärkeätä, kun materiaalia käytetään pullonvalmistukseen). Siksi hartsi voidaan muokata plastisesti alhaisemmissa lämpötiloissa ja / tai pienemmällä voimalla. Tämä auttaa estämään hajoamisen vähentämällä lopputuotteen asetaldehydipitoisuutta hyväksyttävälle (ts. Huomaamatta) tasolle. nähdä kopolymeerit, yllä. Toinen tapa parantaa polymeerin stabiilisuutta on käyttää stabilointiaineita, pääasiassa antioksidantteja, kuten fosfiitit. Viime aikoina on harkittu myös materiaalin molekyylitason stabilointia nanorakenteisten kemikaalien avulla.
asetaldehydi
asetaldehydi on väritön, haihtuva aine, jolla on hedelmäinen haju. Vaikka se muodostuu luonnollisesti joissakin hedelmissä, se voi aiheuttaa makua pullotetussa vedessä. Asetaldehydi muodostuu hajoamalla PET: tä materiaalin väärinkäsittelyllä. Korkeat lämpötilat (PET hajoaa yli 300 ° C tai 570 ° F), korkeat paineet, ekstruuderin nopeudet (liiallinen leikkausvirtaus nostaa lämpötilaa) ja pitkät tynnyrin viipymäajat vaikuttavat kaikki asetaldehydin tuotantoon. Kun asetaldehydiä tuotetaan, osa siitä jää liuenneeksi astian seinämiin ja sitten hajautuu sisälle varastoituun tuotteeseen muuttaen makua ja aromia. Tämä ei ole tällainen ongelma kulutustarvikkeille (kuten shampoo), hedelmämehuille (jotka sisältävät jo asetaldehydiä) tai voimakkaan makuisille juomille, kuten virvoitusjuomille. Pullotettuun veteen kuitenkin matala asetaldehydipitoisuus on melko tärkeä, koska ellei mikään peitä aromia, jopa erittäin matalat asetaldehydin pitoisuudet (10–20 osaa miljardia vettä) voivat tuottaa haun maun.
antimoni
antimoni (Sb) on metalloidinen elementti, jota käytetään katalysaattorina sellaisten yhdisteiden muodossa kuin antimonitrioksidi (Sb2O3) tai antimonitriasetaattia PET: n tuotannossa. Valmistamisen jälkeen tuotteen pinnasta löytyy havaittava määrä antimonia. Tämä jäännös voidaan poistaa pesemällä. Antimoni jää myös itse materiaaliin ja voi siten muuttua ruokiin ja juomiin. Altistuminen PET: lle kiehuvalle tai mikroaaltouunille voi nostaa antimonitasoja merkittävästi, mahdollisesti yli USEPA: n maksimikontaminaatiotason. WHO: n arvioima juomaveden raja on 20 osaa miljardissa (WHO, 2003), ja juomaveden raja Yhdysvalloissa on 6 miljardia osaa. Vaikka antimonitrioksidilla on alhainen myrkyllisyys suun kautta otettuna, sen läsnäolo on edelleen huolestuttavaa. Sveitsiläinen Liittovaltion kansanterveyden toimisto tutki antimonimigraation määrää verraten PET: hen pullotettuja vesiä ja lasia: PET-pulloissa olevan veden antimonipitoisuudet olivat korkeammat, mutta silti selvästi alle sallitun maksimipitoisuuden. Sveitsin liittovaltion kansanterveysvirasto totesi, että pienet määrät antimonia siirtyy PET: stä pullotettuun veteen, mutta siitä johtuvien pienten pitoisuuksien terveysriski on vähäinen (1%siedettävä päivittäinen saantiMääritetty KUKA). Myöhemmässä (2006) mutta laajemmin julkistetussa tutkimuksessa havaittiin samanlainen määrä antimonia vedessä PET-pulloissa. WHO on julkaissut riskiarvioinnin juomaveden antimonista.
Hedelmämehutiivisteiden (joille ei ole vahvistettu ohjeita) Yhdistyneessä kuningaskunnassa PET: ssä tuotettujen ja pullotettujen hedelmämehutiivisteiden havaittiin kuitenkin sisältävän jopa 44.7 µg / l antimonia, mikä ylitti selvästi vesijohtovesi 5 ug / l.
biohajoaminen
Nokardia voi hajottaa PET: tä esteraasientsyymillä.
Japanilaiset tutkijat ovat eristäneet bakteerin Ideonella sakaiensis jolla on kaksi entsyymiä, jotka voivat hajottaa PET: n pienemmiksi paloiksi, joita bakteeri pystyy sulattamaan. Siirtomaa I. sakaiensis voi hajota muovikalvon noin kuudessa viikossa.
Turvallisuus
Kommentti julkaistu Environmental Health Perspectives huhtikuussa 2010 ehdotti, että PET saattaisi tuottaa hormonaalisten haitta yleisen käytön olosuhteissa ja suositeltua tutkimusta aiheesta. Ehdotettuihin mekanismeihin sisältyy ftalaatteja samoin kuin uutto antimoni. Artikkeli julkaistu Ympäristöseurannan lehti huhtikuussa 2012 päättelee, että antimonipitoisuus deionisoitu vesi PET-pulloihin varastoituna pysyy EU: n hyväksyttävän rajan sisällä, vaikka varastoitaisiin hetkeksi enintään 60 ° C: n lämpötilassa, kun taas pullotettu sisältö (vesi tai virvoitusjuomat) voi toisinaan ylittää EU: n rajan alle vuoden säilytyksen jälkeen huoneessa lämpötila.
Pullonkäsittelylaitteet

PET-pullojen muovausta varten on olemassa kaksi perusmenetelmää, yksi ja kaksivaiheinen. Kaksivaiheisessa muovauksessa käytetään kahta erillistä konetta. Ensimmäinen koneen injektointi muotti esiputken, joka muistuttaa koeputkea, pullonkorkin kierteillä, jotka on jo valettu paikoilleen. Putken runko on huomattavasti paksumpi, koska se täytetään lopulliseen muotoonsa toisessa vaiheessa käyttämällä joustava puhallusmuovaus.
Toisessa vaiheessa esimuotit kuumennetaan nopeasti ja painetaan sitten kaksiosaiseen muottiin vasten niiden muodostamiseksi pullon lopulliseen muotoon. Esimuotteja (täyttömättömiä pulloja) käytetään nyt myös itsestään vankkina ja ainutlaatuisina astioina; uutuuskarkkien lisäksi jotkut Punaisen Ristin luvut jakelevat niitä osana Vial of Life -ohjelmaa asunnonomistajille tallentamaan sairaushistoriaa hätätilanteissa vastaaville. Toinen aihioiden yhä yleisempi käyttö on konttien sijaintia geokätkeilyssä.
Yksivaiheisissa koneissa koko prosessi raaka-aineesta lopulliseen astiaan suoritetaan yhden koneen sisällä, mikä tekee siitä erityisen sopivan epästandardien muotojen muovaamiseen (mittatilaustyönä tapahtuva muovaus), mukaan lukien purkit, litteät soikeat muodot, pullojen muodot jne. Sen suurin ansio on tilan, tuotteen käsittelyn ja energian vähentäminen ja paljon parempi visuaalinen laatu kuin kaksivaiheisella järjestelmällä voidaan saavuttaa.
Polyesterin kierrätysteollisuus
Vuonna 2016 arvioitiin tuotettavan 56 miljoonaa tonnia PET: tä vuodessa.
Vaikka suurin osa kestomuoveista voidaan periaatteessa kierrättää, PET-pullojen kierrätys on käytännöllisempi kuin monet muut muovisovellukset hartsin arvon ja PET: n käytön vuoksi vain laajalti käytetyn veden ja hiilihapollisten virvoitusjuomien pullotuksessa. PET: llä on hartsin tunnuskoodi ja 1. Kierrätetyn PET: n tärkeimmät käyttötavat ovat polyesteri kuitu, vanteet ja muut kuin ruoka-astiat.
PET: n kierrätettävyyden ja PET: n suhteellisen runsauden vuoksi kuluttajajäte pullojen muodossa PET kasvattaa nopeasti markkinaosuuttaan mattokuituna. Mohawk Industries julkaisi everSTRANDin vuonna 1999, 100%: n kulutuksenjälkeisen kierrätetyn sisällön PET-kuidun. Siitä lähtien yli 17 miljardia pulloa on kierrätetty mattokuituksi. Pharr Yarns, toimittaja lukuisille mattovalmistajille, mukaan lukien Looptex, Dobbs Mills ja Berkshire Flooring, tuottaa BCF (jatkuva irtotavarafilamentti) PET-mattokuitua, joka sisältää vähintään 25 prosenttia kierrätetyn tuotteen sisällöstä kuluttajalle.
Kuten monet muovitkin, PET on myös erinomainen ehdokas lämpökäsittelyyn (poltto), koska se koostuu hiilestä, vedystä ja hapesta, ja siinä on vain vähäisiä määriä katalyyttielementtejä (mutta ei rikkiä). PET: ssä on pehmeän hiilen energiasisältö.
Kierrätettäessä polyeteenitereftalaattia tai PET: tä tai polyesteriä on yleensä erotettava kaksi tapaa:
- Kemiallinen kierrätys takaisin alkuperäisiin raaka-aineisiin puhdistetut tereftaalihappo (PTA) tai dimetyylitereftalaatti (DMT) ja etyleeniglykoli (EG), jossa polymeerirakenne tuhoutuu kokonaan, tai prosessin välituotteissa, kuten bis (2-hydroksietyyli) tereftalaatti
- Mekaaninen kierrätys, jossa alkuperäiset polymeerin ominaisuudet ylläpidetään tai palautetaan.
PET: n kemiallisesta kierrätyksestä tulee kustannustehokasta vain käyttämällä suurikapasiteettisia kierrätyslinjoja, yli 50,000 2000 tonnia vuodessa. Tällaisia linjoja voitiin nähdä vain, jos ollenkaan, erittäin suurten polyesterintuottajien tuotantolaitoksilla. Aikaisemmin on tehty useita teollisuuden suuruisia yrityksiä perustaa tällaisia kemiallisia kierrätyslaitoksia, mutta ilman suurta menestystä. Jopa Japanin lupaavasta kemiallisesta kierrätyksestä ei ole toistaiseksi tullut teollisuuden läpimurtoa. Kaksi syytä tähän ovat: aluksi vaikeudet johdonmukaisten ja jatkuvien jätepullojen hankkimisesta niin valtavan määrän verran yhdestä toimipaikasta, ja toiseksi kerättyjen pullojen hintojen ja hintavaihtelujen tasainen nousu. Paalattujen pullojen hinnat nousivat esimerkiksi vuosina 2008–50 noin 500 eurosta tonnilta yli 2008 euroon tonnilta vuonna XNUMX.
PET: n mekaanista kierrätystä tai suoraa kierrätystä polymeeritilassa käytetään nykyisin useimmissa muunnelmissa. Tällaiset prosessit ovat tyypillisiä pienille ja keskisuurille teollisuudelle. Kustannustehokkuus voidaan saavuttaa jo laitoskapasiteetilla, joka on välillä 5000–20,000 XNUMX tonnia vuodessa. Tässä tapauksessa melkein kaikenlainen kierrätysmateriaalin palaute materiaalin kiertoon on mahdollista tänään. Näistä monenlaisista kierrätysprosesseista keskustellaan jäljempänä yksityiskohtaisesti.
Kemiallisten epäpuhtauksien ja hajoaminen Ensimmäisen jalostuksen ja käytön aikana syntyneet tuotteet, mekaaniset epäpuhtaudet edustavat pääosaa laatua heikentävistä epäpuhtauksista kierrätysvirrassa. Kierrätysmateriaalit otetaan yhä enemmän käyttöön valmistusprosesseissa, jotka suunniteltiin alun perin vain uusille materiaaleille. Siksi tehokkaasta lajittelu-, erottelu- ja puhdistusprosessista tulee tärkein korkealaatuiselle kierrätetylle polyesterille.
Kun puhutaan polyesterinkierrätysteollisuudesta, keskitymme pääasiassa PET-pullojen kierrätykseen, joita käytetään tällä hetkellä kaikenlaisiin nestemäisiin pakkauksiin, kuten vesi, hiilihapolliset virvoitusjuomat, mehut, olut, kastikkeet, pesuaineet, kotitalouskemikaalit ja niin edelleen. Pullot on helppo erottaa muodon ja konsistenssin vuoksi, ja ne ovat erillisiä muovijäämävirroista joko automaattisella tai käsin lajitteluprosessilla. Vakiintunut polyesterinkierrätysteollisuus koostuu kolmesta pääosastosta:
- PET-pullojen keruu ja jätteiden erottelu: jätelugistiikka
- Puhtaat pullohiutaleet: hiutaleiden tuotanto
- PET-hiutaleiden muuntaminen lopputuotteiksi: hiutaleiden käsittely
Ensimmäisen osan välituote on paalutettu pullojäte, jonka PET-pitoisuus on yli 90%. Yleisin kaupan muoto on paali, mutta myös tiilet tai jopa irtonaiset, esileikatut pullot ovat yleisiä markkinoilla. Toisessa osassa kerätyt pullot muutetaan puhtaiksi PET-pullohiutaleiksi. Tämä vaihe voi olla enemmän tai vähemmän monimutkainen ja monimutkainen lopullisesta hiutalelaadusta riippuen. Kolmannen vaiheen aikana PET-pullohiutaleet prosessoidaan kaikenlaisiin tuotteisiin, kuten kalvo, pullo, kuitu, filamentti, vanne tai välituotteisiin, kuten pelletit jatkokäsittelyä varten ja muovien suunnittelua varten.
Tämän ulkoisen (kuluttajan jälkeisen) polyesteripullojen kierrätyksen lisäksi on olemassa useita sisäisiä (kulutusta edeltäviä) kierrätysprosesseja, joissa hukkaantu polymeerimateriaali ei poistu tuotantopaikasta vapaille markkinoille, vaan sen sijaan käytetään uudelleen samassa tuotantopiirissä. Tällä tavalla kuitujätteet käytetään suoraan uudelleen kuitujen tuottamiseen, esimuottijätteet käytetään uudelleen uudelleen esimuotojen tuottamiseen, ja kalvojätteet käytetään suoraan uudelleen kalvon tuottamiseen.
PET-pullojen kierrätys
Puhdistus ja puhdistaminen
Minkä tahansa kierrätyskonseptin menestys piilee puhdistuksen ja puhdistamisen tehokkuudessa oikeassa paikassa käsittelyn aikana ja tarvittavassa tai toivotussa laajuudessa.
Yleensä sovelletaan seuraavaa: Mitä aikaisemmin prosessissa vieraat aineet poistetaan, ja mitä perusteellisemmin tämä tehdään, sitä tehokkaampi prosessi on.
Korkea Pehmennin PET: n lämpötila välillä 280 ° C (536 ° F) on syy, miksi melkein kaikki tavalliset orgaaniset epäpuhtaudet, kuten PVC, PLAN, polyolefiini, kemiallinen massa- ja paperikuitu, polyvinyyliasetaatti, sulaliima, väriaineet, sokeri ja proteiini tähteet muunnetaan värillisiksi hajoamistuotteiksi, jotka puolestaan saattavat vapauttaa lisäksi reaktiivisia hajoamistuotteita. Sitten vikojen määrä polymeeriketjussa kasvaa huomattavasti. Epäpuhtauksien hiukkaskokojakauma on hyvin laaja, suuret 60–1000 µm: n hiukkaset, jotka ovat paljain silmin näkyviä ja helposti suodatettavia, edustavat pienempää pahuutta, koska niiden kokonaispinta on suhteellisen pieni ja hajoamisnopeus on siten pienempi. Mikroskooppisten hiukkasten vaikutus - koska niitä on paljon - lisäävät vikojen esiintymistiheyttä polymeerissä, on suhteellisen suurempi.
Mottoa "Mitä silmä ei näe, sydän ei voi surua" pidetään erittäin tärkeänä monissa kierrätysprosesseissa. Siksi tehokkaan lajittelun lisäksi näkyvän epäpuhtauspartikkelin poisto sulasuodatusprosesseilla on tässä tapauksessa erityinen osa.
Yleisesti voidaan sanoa, että prosessit PET-pullon hiutaleiden valmistamiseksi kerätyistä pulloista ovat yhtä monipuolisia kuin eri jätevirrat koostumukseltaan ja laadultaan erilaiset. Teknologian kannalta ei ole vain yksi tapa tehdä se. Samaan aikaan on monia suunnitteluyrityksiä, jotka tarjoavat hiutaleiden tuotantolaitoksia ja komponentteja, ja on vaikeaa päättää yhdestä tai toisesta laitossuunnittelusta. On kuitenkin olemassa prosesseja, jotka jakavat suurimman osan näistä periaatteista. Syöttömateriaalin koostumuksesta ja epäpuhtaustasosta riippuen sovelletaan seuraavia yleisiä prosessivaiheita.
- Paaliaukko, brikettiaukko
- Eri värien, vieraiden polymeerien, etenkin PVC: n, vieraiden aineiden lajittelu ja valinta, kalvon, paperin, lasin, hiekan, maaperän, kivien ja metallien poisto
- Esipesu ilman leikkaamista
- Karkea leikkaus kuivaksi tai yhdistetään esipuhdistukseen
- Kivien, lasin ja metallin poisto
- Ilman seulonta kalvojen, paperin ja tarrojen poistamiseksi
- Jauhatus, kuiva ja / tai märkä
- Pienitiheyksisten polymeerien (kuppien) poistaminen tiheyseroilla
- Hot-pesu
- Kaustinen pesu ja pinta syövyttäminen, pitäen sisäinen viskositeetti ja dekontaminaatio
- huuhtelu
- Puhtaan veden huuhtelu
- kuivaus
- Hiutaleiden seulonta ilmassa
- Automaattinen hiutaleiden lajittelu
- Vesipiiri ja vedenkäsittelytekniikka
- Hiutaleiden laadunvalvonta



Epäpuhtaudet ja aineelliset viat
Polymeerimateriaaliin kerääntyvien mahdollisten epäpuhtauksien ja materiaalivaurioiden määrä kasvaa jatkuvasti - sekä prosessoinnin että polymeerien käytön yhteydessä - ottaen huomioon kasvava käyttöikä, kasvavat loppusovellukset ja toistuva kierrätys. Kierrätettyjen PET-pullojen osalta mainitut viat voidaan luokitella seuraaviin ryhmiin:
- Reaktiiviset polyesteri-OH- tai COOH-päätyryhmät muuttuvat kuolleiksi tai ei-reaktiivisiksi pääryhmiksi, esim. Muodostamalla vinyyliesteripääteryhmiä dehydratoimalla tai tereftalaattihapon dekarboksyloimalla, OH- tai COOH-pääryhmien reaktiolla monofunktionaalisen hajoamisen avulla. tuotteet, kuten monohiilihapot tai alkoholit. Tulokset ovat vähentynyt reaktiivisuus uudelleen polykondensaation tai uudelleen-SSP: n aikana ja laajentaen molekyylipainon jakautumista.
- Loppuryhmien osuus muuttuu kohti termisellä ja hapettumiselta hajoavien COOH-pääryhmien suuntaa. Tulokset ovat reaktiivisuuden vähentyminen ja happojen autokatalyyttisen hajoamisen lisääntyminen lämpökäsittelyn aikana kosteuden ollessa läsnä.
- Monitoiminnallisten makromolekyylien lukumäärä kasvaa. Geelien ja pitkäketjuisten haaravikojen kertyminen.
- Ei-polymeeri-identtisten orgaanisten ja epäorgaanisten vieraiden aineiden lukumäärä, pitoisuus ja monimuotoisuus kasvaa. Jokaisella uudella lämpörasituksella orgaaniset vieraat aineet reagoivat hajoamalla. Tämä aiheuttaa uusien hajoamista tukevien aineiden ja väriaineiden vapautumisen.
- Hydroksidi- ja peroksidiryhmät kerääntyvät polyesteristä valmistettujen tuotteiden pintaan ilman (hapen) ja kosteuden ollessa läsnä. Tätä prosessia kiihdyttää ultraviolettivalo. Sivuhoitoprosessin aikana vetyperoksidit ovat happiradikaalien lähde, jotka ovat hapettavan hajoamisen lähde. Vetyperoksidien tuhoamisen on tapahduttava ennen ensimmäistä lämpökäsittelyä tai plastisoinnin aikana, ja sitä voidaan tukea sopivilla lisäaineilla, kuten antioksidantteilla.
Edellä mainitut kemialliset viat ja epäpuhtaudet huomioon ottaen seuraavien polymeerien ominaisuuksia muutetaan jatkuvasti jokaisen kierrätysjakson aikana, jotka voidaan havaita kemiallisella ja fysikaalisella laboratorioanalyysillä.
Erityisesti:
- COOH-pääryhmien lisäys
- Värimäärän kasvu b
- Sameuden lisääntyminen (läpinäkyvät tuotteet)
- Oligomeeripitoisuuden kasvu
- Suodatettavuuden heikkeneminen
- Sivutuotteiden, kuten asetaldehydin, formaldehydin, pitoisuuden lisääntyminen
- Uuttavien vieraiden vieraiden vieraiden aineiden määrän lisääntyminen
- Vähennys värissä L
- Lasku sisäinen viskositeetti tai dynaaminen viskositeetti
- Kiteytymislämpötilan lasku ja kiteytymisnopeuden lisääntyminen
- Mekaanisten ominaisuuksien, kuten vetolujuuden, murtovenymän tai kimmokerroin
- Molekyylipainon jakauman laajentaminen
PET-pullojen kierrätys on tällä välin teollinen standardimenetelmä, jota tarjoavat monenlaiset tekniikkayritykset.
Käsittelyesimerkkejä kierrätetylle polyesterille
Kierrätysprosessit polyesterin kanssa ovat melkein yhtä vaihtelevia kuin primaaripelletteihin tai sulaan perustuvat valmistusprosessit. Kierrätettyjen materiaalien puhtaudesta riippuen polyesteriä voidaan käyttää nykyään useimmissa polyesterinvalmistusprosesseissa sekoitettuna neitsyt polymeeriin tai yhä enemmän 100% kierrätettynä polymeerinä. Joitakin poikkeuksia, kuten matalapaksuusinen BOPET-kalvo, erikoissovellukset, kuten optinen kalvo tai langat FDY-kehräämällä> 6000 m / min, mikrofilamentit ja mikrokuidut, valmistetaan vain neitsyt polyesteristä.
Pullohiutaleiden yksinkertainen uudelleen pelletointi
Tämä prosessi koostuu pullon jätteiden muuttamisesta hiutaleiksi, kuivaamalla ja kiteyttämällä hiutaleet, plastisoimalla ja suodattamalla sekä pelletoimalla. Tuote on amorfinen uudelleengranulaatti, jonka sisäinen viskositeetti on välillä 0.55–0.7 dℓ / g, riippuen siitä, kuinka PET-hiutaleiden täydellinen esikuivaus on tehty.
Erityispiirteitä ovat: Asetaaldehydi ja oligomeerit sisältyvät pelletteihin alemmalla tasolla; viskositeetti pienenee jotenkin, pelletit ovat amorfisia ja ne on kiteytettävä ja kuivattava ennen lisäprosessointia.
Käsitellään:
- A-PET-kalvo lämpömuovaus
- Lisäys PET-neitsytuotantoon
- BOPET pakkauskalvo
- PET-pullo hartsi kirjoittanut SSP
- Mattolanka
- Tekninen muovi
- säikeet
- Kuitukankaat
- Pakkausraidat
- Katkokuitu.
Uudelle pelletointitavan valitseminen tarkoittaa ylimääräisen muuntoprosessin järjestämistä, joka on toisaalta energiaintensiivinen ja kustannustehokas ja aiheuttaa lämpötuhoa. Toisaalta pelletointivaihe tarjoaa seuraavat edut:
- Intensiivinen sulatussuodatus
- Keskimääräinen laadunvalvonta
- Lisäaineilla tapahtuva muuntaminen
- Tuotevalinta ja erottelu laadun mukaan
- Käsittelyn joustavuus kasvoi
- Laadun yhdenmukaistaminen.
PET-pellettien tai hiutaleiden valmistus pullolle (pullosta pullolle) ja A-PET
Tämä prosessi on periaatteessa samanlainen kuin edellä kuvattu; Tuotetut pelletit kiteytyvät kuitenkin suoraan (jatkuvasti tai epäjatkuvasti) ja sitten altistetaan kiinteän tilan polykondensaatiolle (SSP) rumpukuivaimessa tai pystysuorassa putkireaktorissa. Tämän prosessointivaiheen aikana vastaava sisäinen viskositeetti 0.80–0.085 dℓ / g rakennetaan jälleen uudelleen ja samalla asetaldehydipitoisuus pienenee arvoon <1 ppm.
Se tosiasia, että jotkut konevalmistajat ja linja-rakentajat Euroopassa ja Yhdysvalloissa pyrkivät tarjoamaan riippumattomia kierrätysprosesseja, esimerkiksi ns. Pullosta pullolle (B-2-B), kuten BEPET, Kottaraiset, URRC tai BÜHLER pyrkii yleisesti toimittamaan todisteet vaadittujen uuttojäämien "olemassaolosta" ja mallipitoisten epäpuhtauksien poistamisesta FDA: n mukaan soveltamalla ns. Altistustestiä, joka on välttämätöntä käsitellyn polyesterin levittämiseksi elintarvikealalla. Tämän prosessin hyväksynnän lisäksi on kuitenkin välttämätöntä, että kaikkien tällaisten prosessien käyttäjien on jatkuvasti tarkistettava FDA: n raja-arvot itse valmistamilleen raaka-aineille prosessia varten.
Pulloshiutaleiden suora muuntaminen
Kustannusten säästämiseksi yhä useammat polyesterivälituottajat, kuten kehruumyllyt, vannekomyllyt tai valetut kalvomyllyt, työskentelevät PET-hiutaleiden suoran käytön aloittamiseksi käytettyjen pullojen käsittelystä, jotta voidaan valmistaa yhä enemmän polyesterivälituotteiden lukumäärä. Tarvittavan viskositeetin säätämiseksi hiutaleiden tehokkaan kuivaamisen lisäksi on mahdollisesti tarpeen myös palauttaa viskositeetti läpi polykondensaatiossa hiutaleiden sulafaasissa tai kiinteässä tilassa olevassa polykondensaatiossa. Uusimmissa PET-hiutaleiden muuntamisprosesseissa käytetään kaksiruuviekstruudereita, moniruuviekstruudereita tai monikiertojärjestelmiä ja sattumanvaraista tyhjökaasua kosteuden poistamiseksi ja hiutaleiden esikuivauksen välttämiseksi. Nämä prosessit mahdollistavat kuivaamattomien PET-hiutaleiden muuntamisen ilman hydrolyysin aiheuttamaa merkittävää viskositeetin laskua.
PET-pullohiutaleiden kulutuksesta pääosa, noin 70%, muuttuu kuiduiksi ja filamenteiksi. Kun kehruuprosesseissa käytetään suoraan sekundaarisia materiaaleja, kuten pullohiutaleita, on olemassa muutamia prosessointiperiaatteita.
Nopean kehräysprosessin valmistamiseksi POY: n valmistamiseksi tarvitaan normaalisti viskositeetti 0.62–0.64 dℓ / g. Vuodesta pullohiutaleista viskositeetti voidaan säätää kuivausasteen perusteella. TiO: n lisäkäyttö2 on tarpeen täysin tylsäksi tai puoliksi tylsäksi langaksi. Ketjujen suojaamiseksi sulan tehokas suodatus on joka tapauksessa välttämätöntä. Toistaiseksi 100-prosenttisesti kierrätettävästä polyesteristä valmistetun POY: n määrä on melko pieni, koska tämä prosessi vaatii kehruussulan korkean puhtauden. Suurimman osan ajasta käytetään neitsyt- ja kierrätyspellettien sekoitusta.
Katkokuidut kehrätty sisäisellä viskositeettialueella, joka on melko vähän alempi ja jonka tulisi olla välillä 0.58 - 0.62 dℓ / g. Myös tässä tapauksessa vaadittavaa viskositeettia voidaan säätää kuivaamalla tai säätämällä tyhjiössä tyhjiöuulakepuristuksen yhteydessä. Viskositeetin säätämiseksi lisätään kuitenkin ketjun pituuden modifioija, kuten etyleeniglykoli or dietyleeniglykoli Voidaan myös käyttää.
Kehruu-kuitukangas - hienon tiitterin kentällä tekstiilisovelluksissa samoin kuin raskas kehruu kuitukangas perusaineina, esimerkiksi kattopeitteissä tai tienrakennuksessa - voidaan valmistaa kehrämällä pullohiutaleita. Pyörimisviskositeetti on jälleen välillä 0.58–0.65 dℓ / g.
Yksi kasvava kiinnostuksen ala, kun kierrätysmateriaaleja käytetään, on erittäin lujien pakkausliuskojen ja monofilamenttien valmistus. Molemmissa tapauksissa alkuperäinen raaka-aine on pääasiassa kierrätetty materiaali, jolla on korkeampi luontainen viskositeetti. Sitten sulatekehitysprosessissa valmistetaan erittäin luja pakkausraita sekä monofilamenttilanka.
Kierrätys monomeereiksi
Polyeteenitereftalaatti voidaan depolymeroida, jolloin saadaan aineosien monomeerejä. Puhdistuksen jälkeen monomeerejä voidaan käyttää uuden polyeteenitereftalaatin valmistukseen. Polyeteenitereftalaatissa olevat esterisidokset voidaan pilkkoa hydrolyysillä tai transesteröinnillä. Reaktiot ovat yksinkertaisesti käänteisiä käytetyille tuotannossa.
Osittainen glykolyysi
Osittainen glykolyysi (transesteröinti etyleeniglykolilla) muuttaa jäykän polymeerin lyhytketjuisiksi oligomeereiksi, jotka voidaan suodattaa sulatessa matalassa lämpötilassa. Kun epäpuhtaudet on vapautettu, oligomeerit voidaan syöttää takaisin tuotantoprosessiin polymerointia varten.
Tehtävänä on syöttää 10–25% pullohiutaleita samalla kun linjalla valmistettujen pullopellettien laatu säilytetään. Tämä tavoite saavutetaan hajottamalla PET-pullohiutaleita - jo niiden ensimmäisen plastisoinnin aikana, joka voidaan suorittaa yhdellä tai moniruuvisella suulakepuristimella - rajaviskositeettiin noin 0.30 dℓ / g lisäämällä pieniä määriä eteeniglykolia ja altistamalla matalan viskositeetin omaava sulavirta tehokkaalle suodatukselle heti plastisoinnin jälkeen. Lisäksi lämpötila saatetaan alimpaan mahdolliseen rajaan. Lisäksi tällä prosessointitavalla on mahdollista vetyperoksidien kemiallinen hajoaminen lisäämällä vastaava P-stabilointiaine suoraan plastisoitaessa. Vetyperoksidiryhmien tuhoaminen toteutetaan muiden prosessien kanssa jo hiutalekäsittelyn viimeisessä vaiheessa esimerkiksi lisäämällä H3PO3. Osittain glykoloitua ja hienojakoista suodatettua kierrätettyä materiaalia syötetään jatkuvasti esteröinti- tai esipolykondensaatioreaktoriin, raaka-aineiden annostelumääriä mukautetaan vastaavasti.
Täydellinen glykolyysi, metanolyysi ja hydrolyysi
Polyesterijätteiden käsittely kokonaisgllyysin avulla polyesterin muuntamiseksi kokonaan bis (2-hydroksietyyli) tereftalaatti (C6H4(CO2CH2CH2VAI NIIN)2). Tämä yhdiste puhdistetaan tyhjötislauksella ja on yksi välituotteista, joita käytetään polyesterin valmistuksessa. Käytetty reaktio on seuraava:
- [(CO) C6H4(CO2CH2CH2O)]n + n HOCH2CH2OH → n C6H4(CO2CH2CH2VAI NIIN)2
Tämä kierrätysreitti on toteutettu Japanissa teollisessa mittakaavassa kokeellisena tuotantona.
Samoin kuin kokonaisen glykolyysi, metanolyysi muuttaa polyesterin dimetyylitereftalaatti, joka voidaan suodattaa ja tyhjötislata:
- [(CO) C6H4(CO2CH2CH2O)]n + 2n CH3OH → n C6H4(CO2CH3)2
Metanolyysi suoritetaan nykyään teollisuudessa vain harvoin, koska dimetyylitereftalaattiin perustuva polyesterituotanto on vähentynyt valtavasti, ja monet dimetyylitereftalaattituottajat ovat kadonneet.
Myös kuten edellä, polyeteenitereftalaatti voidaan hydrolysoida tereftaalihapoksi ja etyleeniglykoli korkeassa lämpötilassa ja paineessa. Saatu raaka tereftaalihappo voidaan puhdistaa uudelleenkiteyttämällä materiaalin tuottamiseksi, joka soveltuu uudelleenpolymerointiin:
- [(CO) C6H4(CO2CH2CH2O)]n + 2n H2O → n C6H4(CO2H)2 + n HOCH2CH2OH
Tätä menetelmää ei näytä olevan vielä kaupallistettu.